
正确的程序可以减少药包材灭菌过程中不合规的风险
正确的程序可以减少药包材灭菌过程中不合规的风险
人们总是习惯对任何事情做过度准备。我们喜欢在旅行前打包过多的行李,或者从杂货店买回过多的物品。但是有时,少即是多,尤其是涉及到无菌灌装线中使用的需要高压灭菌部件时。
高压灭菌的重要性
高压灭菌对于防止污染至关重要,只有采用正确的技术才能确保成功。该工艺流程利用饱和蒸汽灭活所有微生物,避免外来微生物进入无菌环境。使用蒸汽来对塑料原料进行灭菌是个难题,必须小心处理。
长期以来,灵活的 DPTE-BetaBag® 被认为是无菌灌装线上安全、快速和无污染转运部件的理想解决方案(包括铝盖,胶塞或柱塞等)。但是,不当的操作可能会导致流程的失败。
不合规的操作可能会导致危害生产的微生物的存在。如果不能进行终端灭菌(产品对灭菌过程敏感),必须控制灌装过程的每个步骤都无菌。确保这种无菌状态的正确方法是防止所有形式的微生物入侵。
在 DPTE-BetaBag® 和容器中灭菌
在对 DPTE-BetaBag® 内部的橡胶塞或多孔物品进行灭菌时,需要特别注意,以确保获得有效的处理结果。 “我们正在寻求方法来提高灭菌效果和袋内的含水率,” Getinge 产品线经理 Joakim Larsson 说。
无菌保证/空气排除/蒸汽渗透
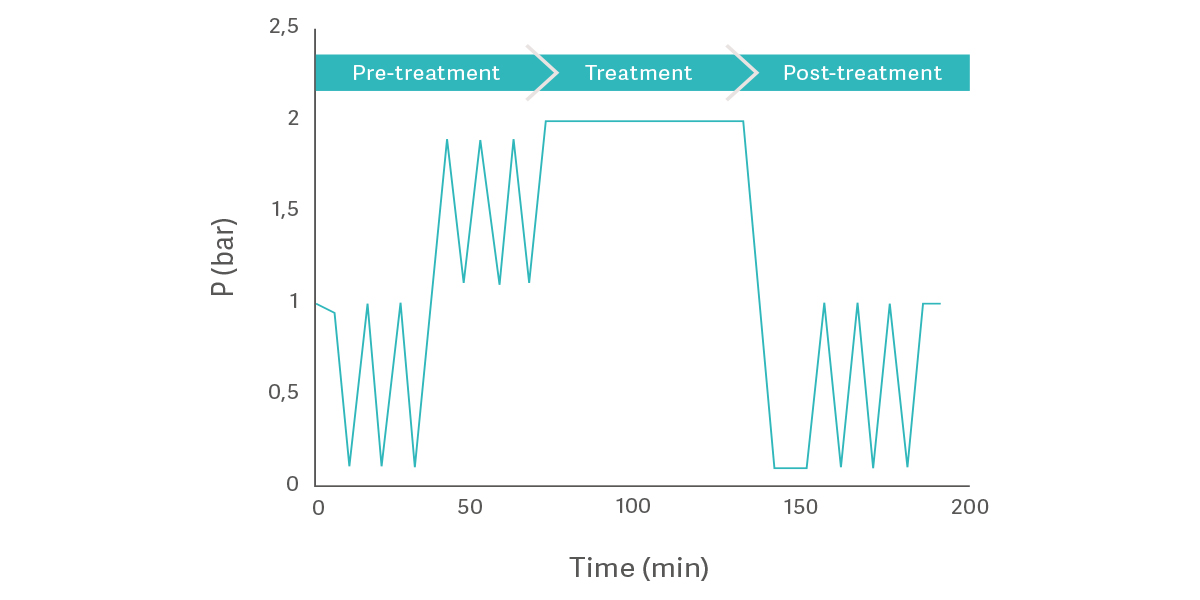
为了进行适当的灭菌,必须排除空气并渗透蒸汽。袋子的 Tyvek® 面将充当过滤器,并在袋子的内部和外部之间产生压力滞后。为了确保在灭菌之前正确去除空气,最好放慢真空速度。在速率为可调参数的情况下创建受控的真空斜坡,可以优化每个负载。
第二种方法是引入预真空保持时间。这使得较低的真空度下的压力在引入蒸汽以再次增加压力之前达到平衡。这样可以尽可能地降低压力差以避免袋子在充气过程中损坏。
负载干燥
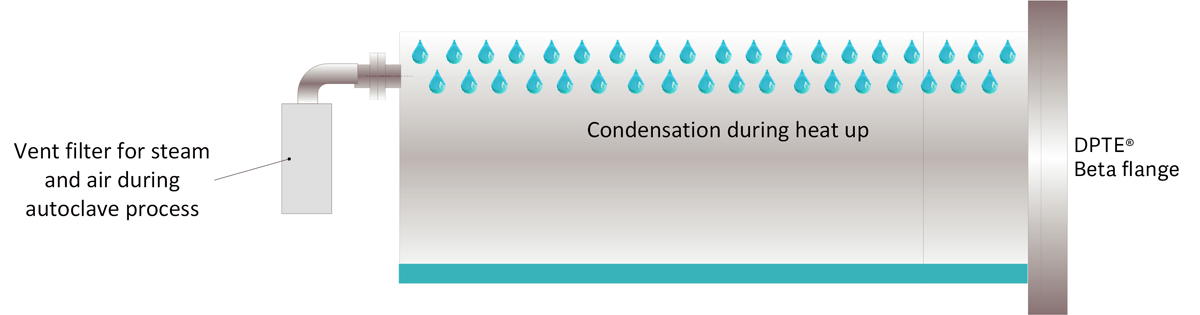
用蒸汽加热时,温度升高会发生冷凝。冷凝水量与温度升高和负载重量成正比。
如果负载重量恒定,则可以通过使用干燥的预热来减少冷凝水。在将蒸汽直接注入腔体之前和在除气阶段之前,可以加热负载。
从室温到灭菌平台温度(20°-121°C),负载温度变化大约 100°C。在直接注入蒸汽之前将其预热至 70°C,可使冷凝水量减少一半。
还可以使用真空脉冲和超压脉冲的组合在灭菌平台之后引入重复的干燥脉冲。真空将潮湿的空气抽出袋子,而超压确保干燥的空气通过袋子的 Tyvek ® 侧进入并到达塞子。
每个超压脉冲都能将水分从负载传递到腔体。
减少“人为因素“的风险
Getinge 制药应用专家 Cyril Mounier 谈到:“多年的经验表明,人为因素通常是导致灭菌不达标的根本原因。我们超负荷运作的趋势可能会对灭菌过程的成功产生显著的负面影响。”
Getinge 想要找出可能最终导致高压灭菌过程不合规的高风险做法,来降低客户的总体成本。 “ 2019 年,我们在法国旺多姆的 Getinge La Calhène 工厂进行了一系列测试,” Getinge 研发中心的塑料工程师 Anne-Claude Gilbert 解释说。
作为无菌转运解决方案的先进供应商和 DPTE® 技术的发起者,Getinge 开始着手确定可能影响其 DPTE-BetaBag® Tyvek® 袋1,2 性能的参数。这些袋子用于对部件进行高压灭菌,并将其直接装载到无菌灌装线中。
“我们研究了总体工艺参数,以及灭菌和干燥阶段的特定元素,” Anne-Claude 说。
显然,为了在密封性和袋子完整性方面获得优秀的结果,应将 DPTE-BetaBag® Tyvek® 袋子装满至预定的装载水平,并进行特定的高压灭菌循环规程。
什么是 DPTE®?
DPTE 是 Double Porte pour Transfert Etanche(双门密闭转运)的法语缩写。它涉及互锁的“alpha”和“beta”部件,alpha 部分安装在安全壳壁上,而 beta 部分则连接到容器或袋子上。该技术由 Getinge La Calhène 于 50 年前开发,至今仍是无菌转运的参考标准。
DPTE-BetaBag®Tyvek® 是 DPTE®Beta 部件和一个袋的组合,该袋的设计将两层薄膜焊接在一起;一侧是 Tyvek ® 材料,另一侧是高密度聚乙烯(HDPE)。袋子中装有诸如铝盖、胶塞或柱塞之类的组件,用于在高压灭菌器中进行灭菌并无污染地转运到无菌区。
不合规的代价
Cyril 说:“我们知道,高压灭菌器的不良做法可能会带来巨大的代价:微生物入侵可能会导致生产故障,而运营成本则与必须处理受影响的组件并对其进行消毒有关。”
通过确定流程中高风险的要素并提出成功的方案,Getinge 致力于改善结果并降低客户的与重新灭菌或污染相关的成本。
确定至关重要的工艺参数
Getinge 进行了两个全面的测试程序,以分析高压灭菌过程 1,2 中的特定参数。这些测试分析了三个主要类别中的六个参数:常规过程参数、灭菌参数和干燥参数。
常规过程参数着眼于过程的基本要素,以及这些参数如何促进过程的整体成功。
- 袋子装多满?
- 如何防止?
灭菌参数包括时间和温度。
- 更长的灭菌时间会损害包装袋的完整性吗?
- 高温会降低袋子的性能吗?
干燥阶段的挑战。
- 真空斜坡-工艺周期中的袋子充气和放气速度-是否会影响袋子的性能?
- 脉冲如何影响袋子的完整性?
尺寸分析评估了袋子如何受到六个参数变化的影响。在每个循环程序之后,对每个袋子进行测量并测试袋子的完整性。因为并非所有的袋子都目测有损伤,所以使用亚甲基蓝测试进行了详细测试3。亚甲蓝是一种常用的测试,可用来通过染料的泄漏来识别通道缺陷的存在(ASTM F1929 标准测试方法,用于通过染料渗透检测多孔医疗包装中的密闭泄漏),这可能会使微生物污染物进入。
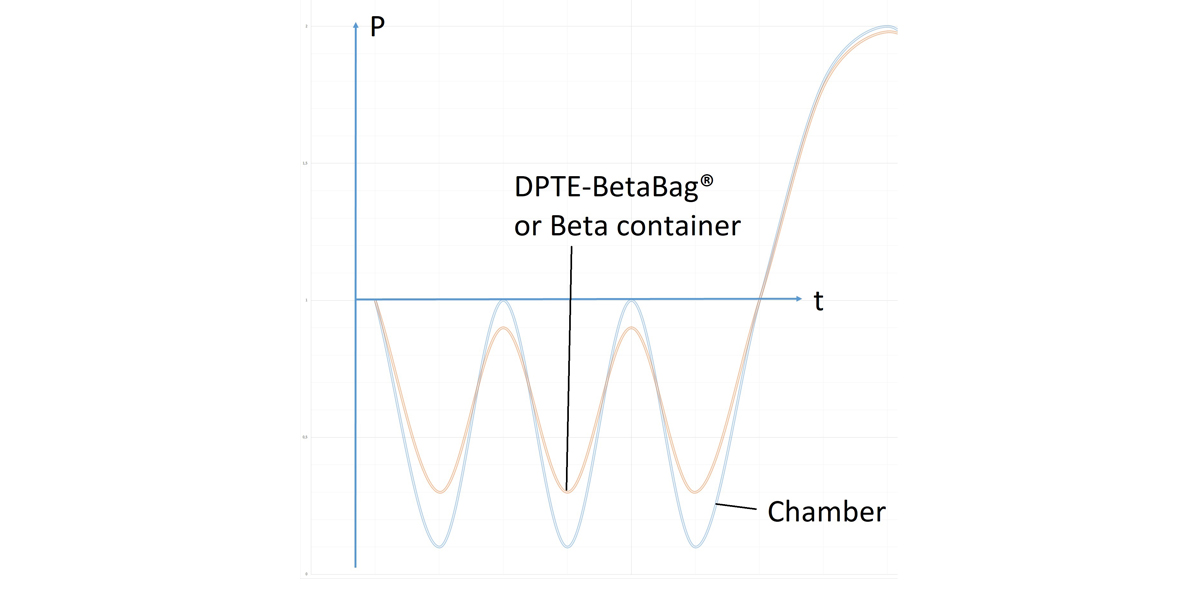
在每个高压灭菌循环程序中
根据灭菌器内部的压力变化,袋子会多次充气和放气。实际上,高压灭菌器与 DPTE-BetaBag® 之间的压力平衡不是即时的。在腔体中的压力变化期间,在高压灭菌器和袋子之间会产生压力差。每次压力降低都会使袋子膨胀。每次压力升高都会使其泄压。
“测试表明,袋子变形的增加与不合规风险的增加相关,” Anne-Claude 说。
研究得出结论,灭菌循环时间和后处理脉冲数量不影响袋子变形或袋子完整性。但是,容量、位置、温度和真空斜度的变化确实会对结果产生可测量的影响。经过对这四个参数的进一步分析,制定了理想的方案。
高压灭菌的建议方法
通过控制容量、位置、温度和真空斜坡这四个因素,可以获得理想的结果。
容量:避免过载
Cyril 解释说:“就像一个超大的行李箱一样,DPTE-BetaBag® Tyvek® 的过载会影响结构的完整性并造成袋子的损坏。”
Getinge 建议仔细管理袋子的容量,以防止超载。最大填充参数如下:
- 10升 DPTE-BetaBag®Tyvek® 双袋装 8 升负载
- 23升 DPTE-BetaBag®Tyvek® 单袋装 13 升负载
- 25升 DPTE-BetaBag®Tyvek® 双层袋的18升负载
位置:平整放置,架子可以靠在一起
从图 4 中可以看到(请参阅白皮书),
这些袋子有两个截然不同的侧面。Tyvek ® 侧是平坦的,而DPTE®Beta 部件是在 HDPE(高密度聚乙烯)侧。研究表明,用户应始终将袋子平放在Tyvek ® 侧,以尽可能地减小材料上的负担。当将 DPTE® 侧面朝下放置时,目的是使袋子便于通过 Tyvek ® 层“呼吸”,袋子不能平放。这给材料增加了不必要的负担,并增加了不合规的风险。研究还表明,不必把 Tyvek ® 侧面放在顶部以促进空气交换。
当在真空阶段对袋子充气时,由上面的架子引起的约束不会影响袋子的完整性。用户可以将架子之间的距离减小到 15 厘米,以容纳更多数量的袋子并尽可能地提高吞吐量。
温度:121°C 至 123°C 的理想范围
空间分析表明,温度为 125°C 或更高会对袋的结构完整性和功能性产生不利影响。但是,121°C、122°C、123°C 和 124°C 的温度足以提供有效的消毒作用(与暴露时间有关),但又不至于引起袋子降解。
将温度设置在此 3°C 范围内可产生预期的结果,同时尽可能降低了对袋子完整性的风险,也尽可能减少了部件污染。
真空斜坡:尽可能减少袋子变形
高压灭菌器中的真空阶段具有多种功能:强行去除空气以确保蒸汽在预处理步骤中到达每个组件的每个角落,并在干燥阶段去除蒸汽并干燥组件。在整个高压灭菌循环程序中,根据腔体的压力变化,袋子会反复充气和放气。
对袋子进行空间分析表明,真空斜坡越高,袋子的伸长率越大;正负压导致袋形变化较大。
伸长率越大,薄膜破裂导致袋子降解的风险越高。在真空斜坡超过 0.5 bar/min时结构风险明显增加,建议将压力保持在此水平以下。
遵循推荐的做法获得卓越的效果
通过遵循负载和高压灭菌器参数的推荐做法,可以降低 DPTE-BetaBag®Tyvek® 降解的风险。这样可以节省您的设备成本,否则会因不合规的循环程序导致浪费。
- 不要使袋子超出制造商推荐的参数
- 将袋子平放在 Tyvek ®一侧
- 保持最高温度在 121°C 和 123°C 之间
- 设置真空斜坡的最小可接受值,以防止袋子变形
遵循这四个简单步骤,可以帮助您的组织确保成功灭菌并在转运之前保持无菌状态。
点击下载白皮书:

遵循指定的负载和高压灭菌循环参数将使 DPTE-BetaBag®Tyvek® 达到理想的性能。这些简单的步骤将改善效果并减少袋子破损的风险。
了解如何通过使用适当的程序来优化 DPTE-BetaBag®Tyvek 的性能。